
The ISA 95 standard was developed in 1990 by the International Society of Automation (ISA) with the purpose of encouraging the integration of business activities and factory control systems.
This standard was born in response to the need to reduce risks, costs and errors associated with the implementation of interfaces between the functional and control systems of productive companies.
To understand the approach of ISA 95, it is important to understand very well which are business functions and which are manufacturing management operations.
The former cover areas such as purchasing, finance, sales, marketing and logistics, while the latter focus on aspects such as transformation of raw materials into finished products, quality and maintenance.
The ISA 95 standard includes models and terminologies that help determine what type of information and data must be exchanged between the areas and aspects that we have just mentioned.
Such information is structured in models represented in Unified Maintenance Language (UML).
In turn, the UML is the pillar or engine that allows the development of standard interfaces between the Enterprise Resource Planning (ERP) Systems and Manufacturing Execution Systems (MES).
How MES systems comply with ISA-95 to improve operational efficiency
The adoption of the ISA-95 standard in Manufacturing Execution Systems (MES) is essential to optimize the integration between control systems and business systems, promoting greater efficiency in industrial operations.
ISA-95 not only facilitates more effective management of production, maintenance, quality and inventory, but also enables seamless integration that reduces errors, minimizes costs and maximizes productivity.
With its focus on standardization, this standard provides a framework that ensures clear and accurate communication between different operational levels, helping companies stay competitive in a constantly evolving technological environment.
Next, we will explore how compliance with the ISA-95 standard positively impacts the main pillars of MES systems: production, maintenance, quality and inventory.
- Production Compliance with the ANSI/ISA-95 standard in MES systems is crucial to achieving more effective integration between enterprise systems and production control systems. This allows MES systems to better coordinate tasks and resources in an optimized manner, resulting in greater operational efficiency. In addition, standardizing production operations across different locations, following ISA-95 guidance, ensures consistency and predictability, which improves overall production performance. Standardized terminology and models between MES systems and other enterprise systems facilitate clear communication, minimizing errors and improving productivity.
- Maintenance: The ISA-95 standard ensures that MES systems efficiently manage maintenance-related assets and resources. Compliance with the standard provides a consistent exchange of information between manufacturing activities and maintenance operations, enabling better predictive and proactive maintenance planning. This results in less unplanned downtime and more efficient use of resources. In addition, greater clarity and standardization in maintenance operations helps MES systems manage maintenance costs more effectively.
- Quality: ISA-95 compliant MES systems can implement more uniform and consistent quality controls at all levels of operation. Standardization in the definition of quality objects, attributes, and processes, as outlined by ISA-95, ensures that MES systems can monitor and manage quality controls in real time. This not only improves product quality, but also enables rapid identification and resolution of quality problems, contributing to continuous improvement in production processes.
- Inventory: Compliance with the ISA-95 standard ensures that MES systems deliver more efficient and accurate inventory management. The standard ensures accurate, real-time information flow between inventory-related business and control systems. This enables companies to gain an integrated view of their inventory levels, facilitating strategic decision-making on sourcing and inventory management across the supply chain. In addition, integration between MES systems and business systems ensures better coordination of activities between the office and the plant, optimizing resource use and reducing costs.
Importance of MES systems complying with the ISA-95 standard for the industry
- Efficient integration: The ISA-95 standard enables more efficient integration between MES systems and enterprise systems, ensuring seamless communication and a unified view of all plant and business operations.
- Informed Decision Making: Compliance with the standard enables MES systems to deliver accurate, real-time data, helping leaders make better-informed, strategic decisions at the business and operational levels.
- Cost and time reduction: Using the ISA-95 standard simplifies the integration of MES systems, reducing implementation costs and speeding up deployment times, as well as reducing technical complexity.
- Adaptability and innovation: MES systems that comply with ISA-95 are more flexible and adaptable to technological changes and advances, allowing them to evolve along with innovations in the industrial sector.
- Global compliance: ISA-95 compliance in MES systems ensures that companies can operate under an internationally recognized standard, facilitating their compliance with global regulations and strengthening their international partnerships.
The Influence of ISA-95 on MES Systems
What we have mentioned so far takes us to the point that we want to develop in this material: the importance of MES systems complying with the ISA 95 standard.
That said, in the next few lines we will talk to you about 3 reasons why it is essential that Manufacturing Execution Systems follow this international standardization standard.
Information exchange between plant floor systems and plant business systems
This is one of the main reasons why an MES system complies with the ISA 95 standard. Automating the exchange of information between production control systems and factory business systems will provide benefits such as:
- Information of interest visible at all times
- Information on raw materials and final products in real time
- Optimal use of storage capacity
- Connection between order scheduling and their execution
Among the data that can be provided and disseminated by a MES system There are indicators related to energy consumption, relating it to operating conditions, asset performance and the behavior of processes in relation to productivity objectives, as well as statistics on production speed and equipment performance.
Additionally, information sharing encompasses OEE monitoring (Overall Equipment Effectiveness), which shows, in real time, data on bottlenecks and losses, and links the decision making of the financial area with the performance and development of plant operations.
Optimization in different types of production processes
The International Society of Automation developed ISA 95 to address common problems in different production environments worldwide, as well as in various types of processes.
For this reason, implement MES systems Compliance with this standard translates into optimization of production processes, including those carried out in batches and repetitive or discrete ones.
Regarding batch processing, a good manufacturing execution system could include the Batch and recipe management module directly focused on this methodology. Thanks to this, those responsible for the production area will be able to easily create operating conditions, tasks, business rules, data sources and other necessary processing.
It is important to note that, although the MES system in general has to comply with the ISA 95 standard, the Batch module must also comply with ISA 88, since it is a set of specific regulations for batch process control with standard addressing. .

Strengthening business logistics
Manufacturing solutions that comply with the ISA 95 standard strengthen business logistics through their information exchange models.
You already know that, in general, this regulation focuses on linking the production area (MES systems) with the operation of business activities (ERP systems).
Now we must talk to you, specifically, about 2 models that this standard uses to develop the exchange of information:
Resource model
It covers personnel, equipment, material and even process segments, making it the model that is directly related to business logistics and the optimization of overall operational performance.
Information exchange model
This model is what allows the definition of the product, as well as the capacity, scheduling and production performance.
In conclusion, through these models, the ISA 95 standard promotes integration between departments and the improvement of information flows in production companies.
Perfect! You already know some of the arguments that demonstrate the importance of a Manufacturing Execution System complying with the ISA 95 standard.
In addition, it is necessary that the MES system that you implement in your factory respects other internationally recognized regulations of great value for production processes, such as regulations regarding CFR 21 part 11 (United States) or ED 175/200 (European Union).
Compliance with these 2 regulations aims to ensure the quality and safety of products, from their design to manufacturing, all through the modernization and digitalization of tasks and processes.
Traditional compliance methods, based on paper, lead to errors that can clash or undermine regulations and the environments where they are mandatory.
ISA-95 Industrial Automation Pyramid
The image shows the ISA-95 Industrial Automation Pyramid, which describes how different levels of industrial systems are interconnected to improve integration between plant and enterprise systems.
The pyramid is divided into five levels, each representing a layer of functions and systems, ranging from the field level to business planning:
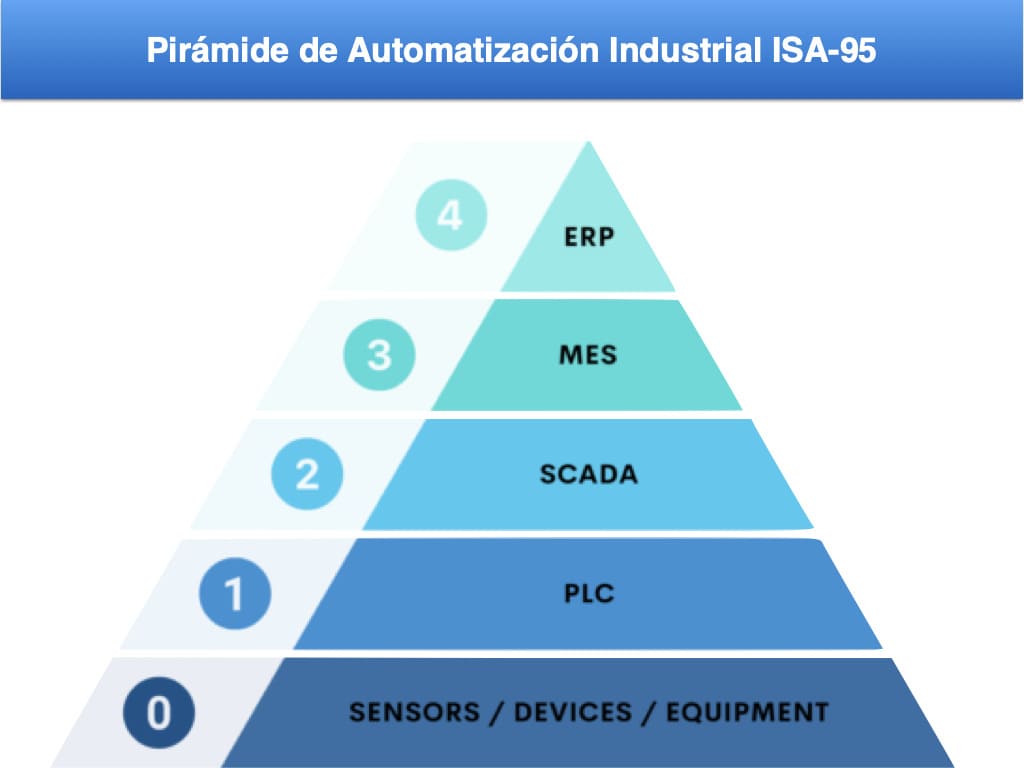
- Field Level: This is where sensors, devices and physical equipment are found that interact directly with the physical production process. These components collect data and control fundamental aspects of the process.
- Control Level: At this level, there are PLCs (Programmable Logic Controllers), which are responsible for receiving signals from sensors and devices, processing them and sending control commands to manipulate the production process.
- Supervisory Level: SCADA (Supervisory Control and Data Acquisition) systems are located at this level. SCADA systems monitor and supervise the production process and provide an interface to visualize and control operations.
- Management Level: Here you will find the MES systemsThese systems manage and coordinate manufacturing operations by connecting plant systems with business systems. MES focuses on planning manufacturing operations, ensuring efficient production.
- Enterprise Level: This is the level where ERP (Enterprise Resource Planning) systems operate. These systems are responsible for business planning, logistics, inventory management and resource coordination at a global level, aligning plant activities with the strategic objectives of the business.
The ISA-95 pyramid shows how different industrial systems (sensors, PLC, SCADA, MES and ERP) are integrated and collaborate to achieve optimized, efficient production aligned with business objectives.
You already know! When you go to a provider of technologies and solutions, especially MES systems, ensure that their tools comply with international standards and regulations for standardization, quality and normalization.
Was this information about the ISA 95 standard and its importance in solutions such as MES systems useful to you? If you have any concerns about this topic or want to know what the process of Implementation of Manufacturing Execution Systems, Can Contact a MES Automation Consultant Now.

Originally published on December 17, 2019, updated on September 23, 2024
 How to optimize the factory with a real-time production management system
How to optimize the factory with a real-time production management system
